Mild steel, Plasma / air shield 130 a, Metric english – Hypertherm HPR800XD Auto Gas Rev.2 User Manual
Page 154
OperatiOn
4-48
HPR800XD Auto Gas –
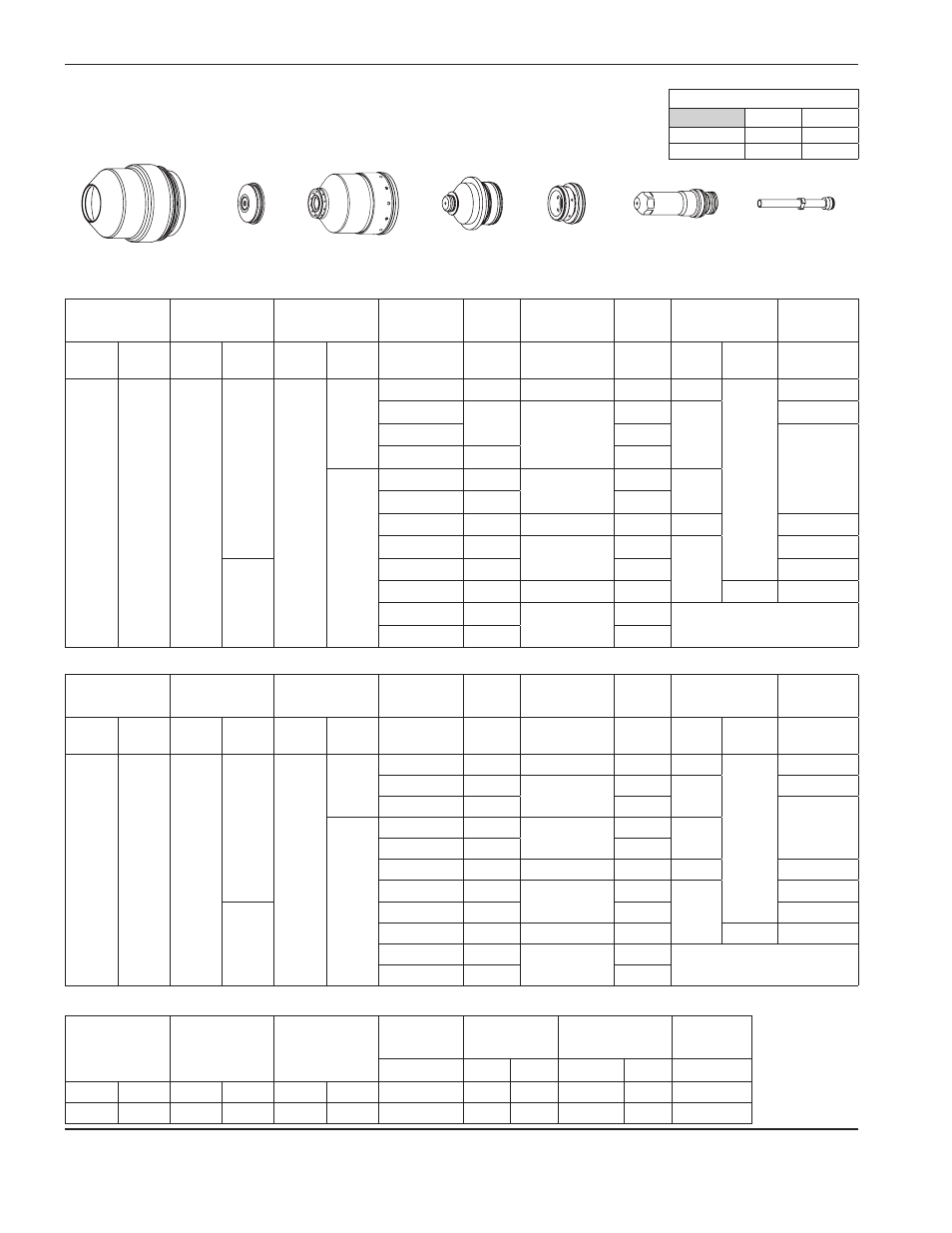
806500
Marking
Select
Gases
Set
Preflow
Set
Cutflow
Amperage Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
Amps
mm
in
mm/m
ipm
Volts
N
2
N
2
10
10
10
10
15
2.5
0.10
6350
250
130
Ar
Air
50
10
50
10
15
3.0
0.12
2540
100
75
Mild steel
O
2
Plasma / Air Shield
130 A
Flow rates – lpm/scfh
O
2
Air
Preflow
0 / 0
102 / 215
Cutflow
33 / 70
45 / 96
Metric
English
Select
Gases
Set
Preflow
Set
Cutflow
Material
thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
mm
Volts
mm
mm/m
mm Factor % Seconds
O
2
Air
32
32
84
28
3
124
2.5
6505
5.0
200
0.1
4
126
2.8
5550
5.6
0.2
5
4795
0.3
6
127
4035
22
8
129
3.0
3360
6.0
10
130
2680
12
132
3.3
2200
6.6
0.5
15
135
3.8
1665
7.6
0.7
52
20
138
1050
1.0
25
141
4.0
550
190
1.8
32
160
4.5
375
Edge start
38
167
255
Select
Gases
Set
Preflow
Set
Cutflow
Material
thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
in
Volts
in
ipm
in
Factor % Seconds
O
2
Air
32
32
84
28
0.135
124
0.10
240
0.20
200
0.1
3/16
126
0.11
190
0.22
0.2
1/4
127
150
0.3
22
5/16
129
0.12
132
0.24
3/8
130
110
1/2
132
0.13
80
0.26
0.5
5/8
135
0.15
60
0.30
0.7
52
3/4
138
45
1.0
1
141
0.16
20
190
1.8
1-1/4
160
0.18
15
Edge start
1-1/2
167
10
220183
220747
220756
220179
220182
220340
220181