Kemppi RA User Manual
Page 10
EN
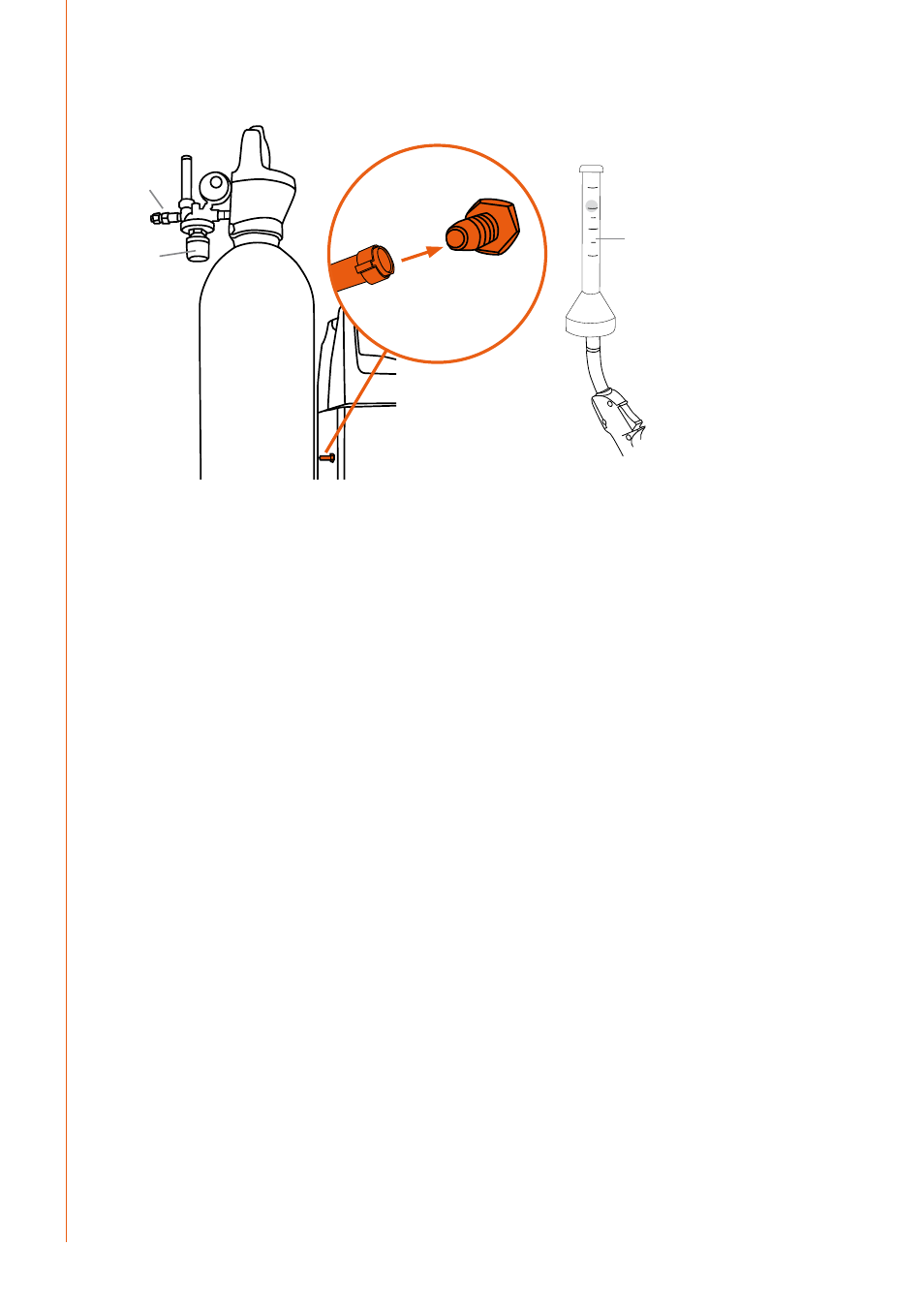
shielding gas
1.
2.
4.
l/min
5
10
15
20
3.
Shielding gas is used for replacing air around the welding arc. For steel wires, use CO₂ (carbon
dioxide) or a mixture of Ar (argon) and CO₂ for shielding gas. Welding performance will be
improved when using mixed gas products. For stainless steel filler wires, use a mixture of Ar
and CO₂ (2 %), and for aluminium and CuSi filler wires, use pure argon. The required flow rate
of the shielding gas is determined by the thickness of the welded sheet and the used welding
power. Alternative gas mixtures are available. Contact your gas supplier for further advice.
The machine is delivered with a 1.5 m gas hose. Connect the gas hose to the machine’s male
connector at the back of the machine. Connect the other end of the gas hose to the gas
cylinder via a suitable and approved single stage regulator valve, where outlet flow rates can
be adjusted.
NOTE!
Never attempt to connect directly to a compressed gas cylinder. Always use an approved
and tested regulator and flow meter.
Connecting the gas hose to a typical welding regulator control valve
1.
Connect the hose to the welding machine
2.
Open the regulator valve of the gas cylinder
3.
Measure the gas flow
4.
Adjust the flow with the adjustment knob (12–18 lpm)
NOTE!
Use a suitable shielding gas for the welding application. Always secure the gas cylinder in
an upright position with either a specially made wall rack or the Kempact RA GasMate chassis,
securing the cylinder in place with the webbing and metal buckles provided. Always close the
cylinder valve after welding.
Kempact RA 181A, 251R, 251A, 253R, 253A, 253RMV, 253AMV, 323R, 323A, 323RMV, 323AMV
8