3 setting the spool brake force, 4 loading the welding wire to feed mechanism – Kemppi RA User Manual
Page 13
EN
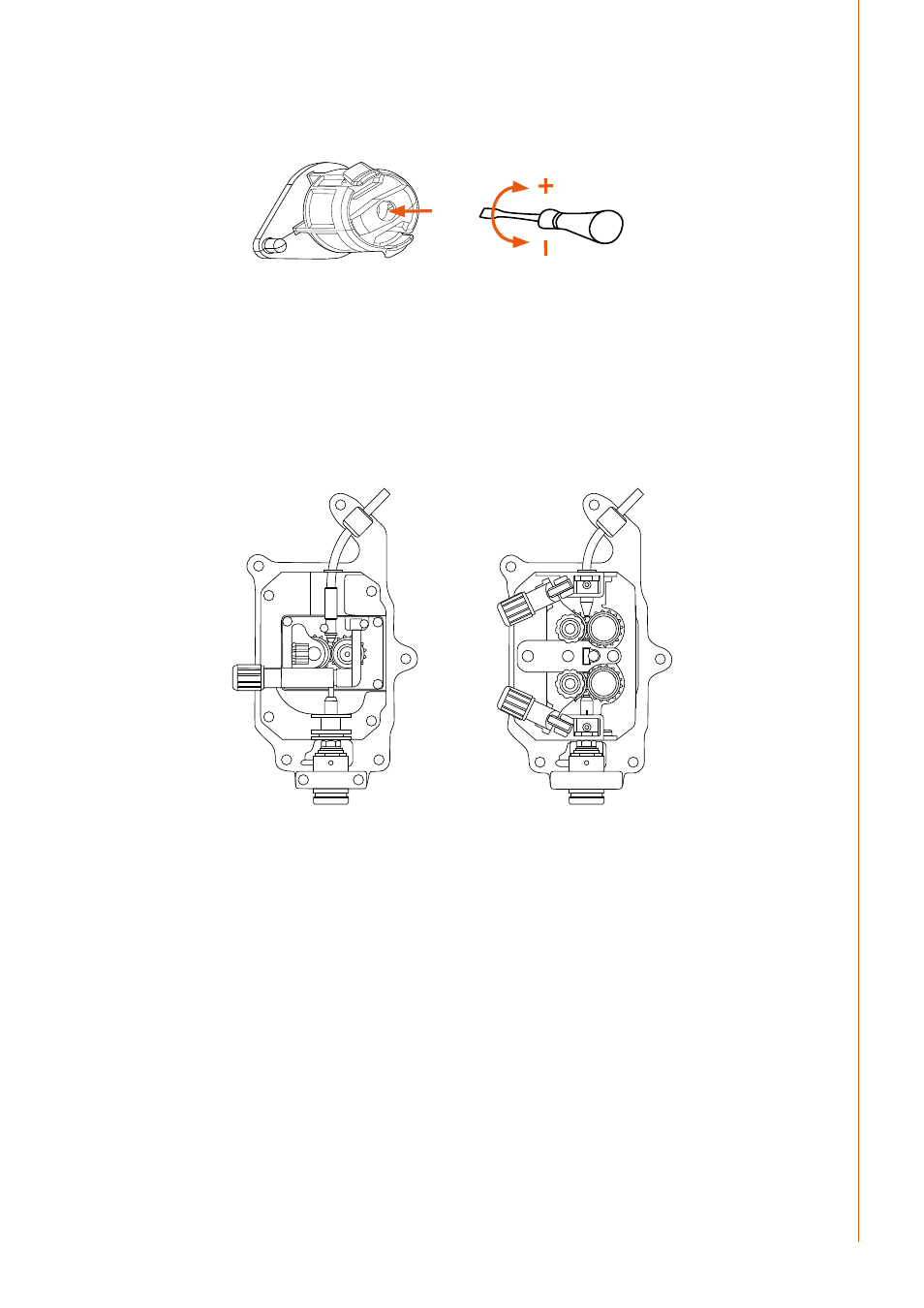
4.3 setting the spool brake force
To prevent the filler wire from uncoiling on overrun following use at high feed speeds, you can
change the brake force of the welding spool. Adjust the spool brake force through the hole in
the spool locking mechanism. Increase the force by turning the screw clockwise and decrease
it by turning it anticlockwise.
NOTE!
Do not over tighten and reduce the pressure for light filler wire types.
4.4 loading the welding wire to feed mechanism
GT02 DuraTorque
NOTE!
Always ensure that ALL wire guide tubes are correctly selected and installed before
connecting the welding gun.
1.
Release the pressure lever(s) and open the pressure arm(s) carrying the top wire feed roll,
lifting clear on its pivot.
2.
Draw some loose filler wire from the spool and carefully push it through the liner and
bronze guide at the back of the wire feed mechanism. Push the filler wire over the feed
roll groove and through the wire guide(s) tubes and Euro connector block, exposing
about 150 mm of filler wire from the front of the machine.
3.
Close the top feed roll(s) lever(s) over the filler wire and close the pressure arm(s).
11
© Kemppi Oy / 1336