1 0 c axis mac hining – HEIDENHAIN CNC Pilot 4290 User Manual
Page 162
4 DIN PLUS
150
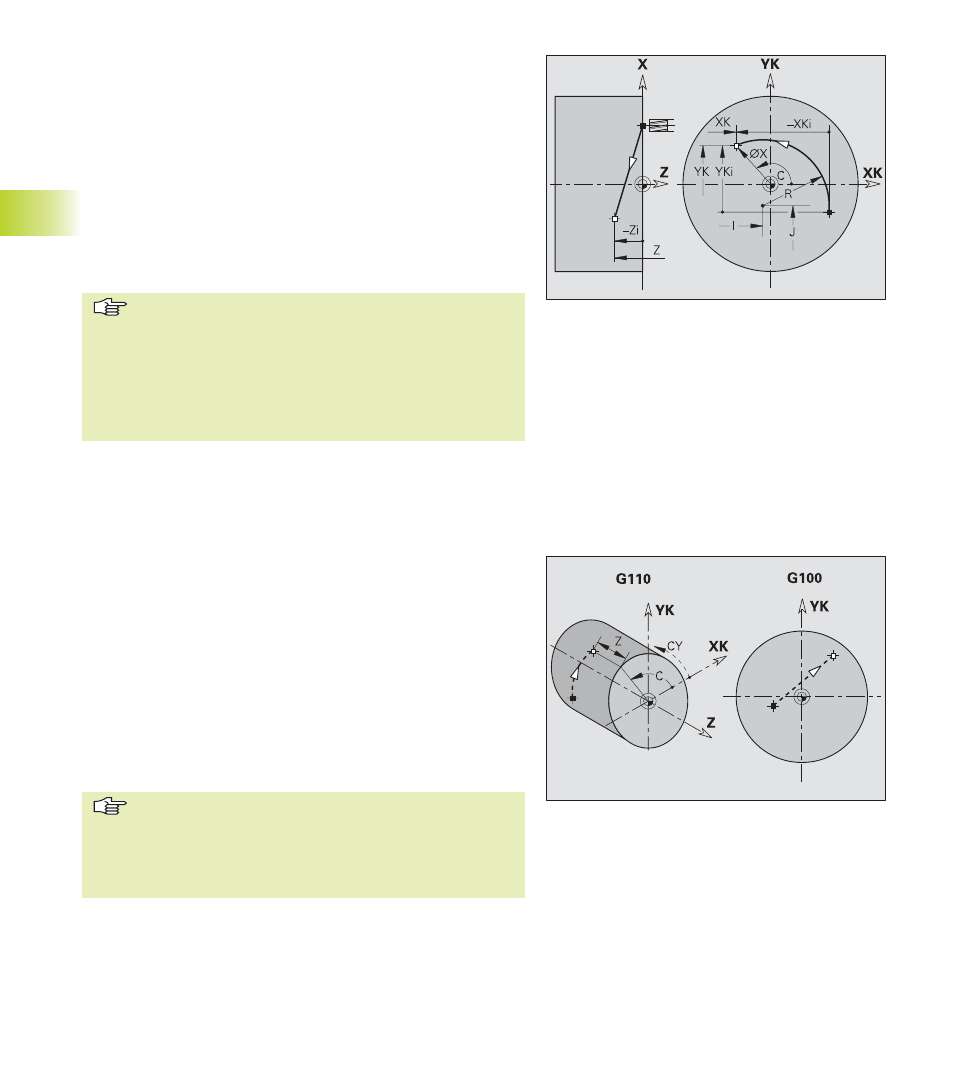
Circular arc G103
4.1
0
C
Axis
Mac
hining
4.10.3 Lateral Surface Machining
Rapid traverse on lateral surface G110
The tool moves at rapid traverse along the shortest path to the end
point.
Parameters
Z:
End point
C:
Final angle (angular dimension)
CY:
End point as linear value (referenced to unrolled reference
diameter G120)
X:
End point (diameter)
Programming
■
Z, C, CY: absolute, incremental or modal
■
Program either Z–C or Z–CY
Use G110 to position the C axis to a defined angle
(programming: N.. G110 C...).
Parameters
X:
Diameter of the end point
C:
Final angle (angular dimension)
XK,YK: End point in Cartesian coordinates
R:
Radius
I, J:
Center in Cartesian coordinates
Z:
End depth – default: Current Z position
H:
Circular plane (machining plane) – default: 0
■
H=0, 1: Facing (XY plane)
■
H=2: Machining in YZ plane
■
H=3: Machining in XZ plane
K:
Center point (Z direction) – only for H=2, 3
Programming
■
X, C, XK, YK, Z: absolute, incremental or modal
■
I, J: absolute or incremental
■
Program either X–C or XK–YK
■
Program either ”center” or ”radius”
■
With ”radius”: circular arcs possible only <= 180°
■
End point in the coordinate origin: Program XK=0 and YK=0