HEIDENHAIN TNC 122 Technical Manual User Manual
Page 28
4/97
TNC 122
9 Machine Integration
27
MP1850
Proportion for internal adjustment of servo lag (if MP80 = 1)
Input range: 0 to 65535
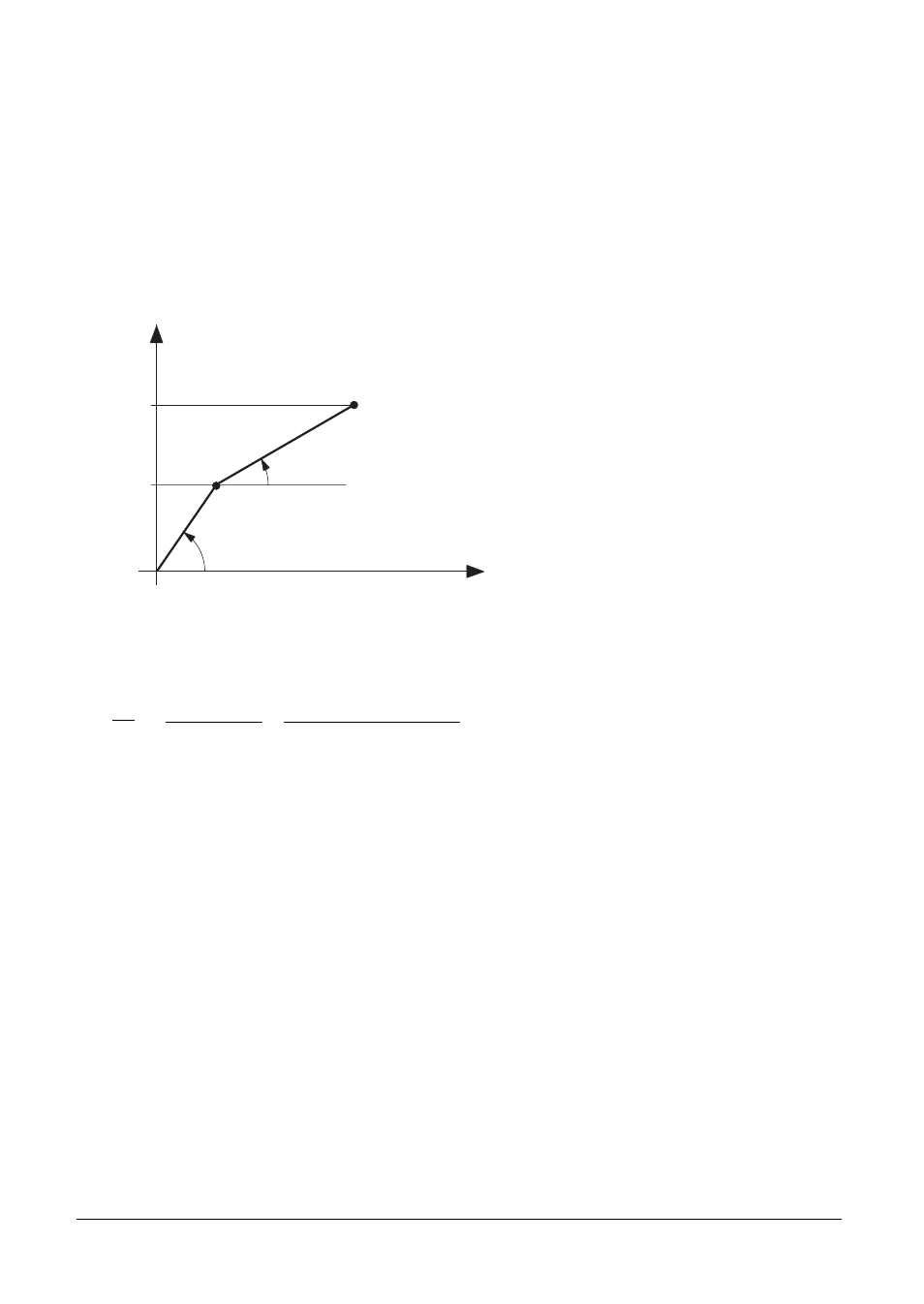
Characteristic kink
To enable correct processing of the internal nominal value on machines that have a high rapid
traverse speed, the k
v
factor must be adjusted to this speed range.
In such cases a characteristic kink can be entered, providing the following advantages:
•
a normal k
v
factor for the machining feed rate
•
a separate k
v
factor for rapid traverse
The position of this characteristic kink is defined in machine parameter MP1830. In the upper range
the k
v
factor is multiplied by the factor in MP1820.
MP1810 · MP1820
9
U [V]
sa
MP1810 (= kv)
MP1830
The kink point must lie above the range of machining feed rates. Under these conditions the lag can
be calculated as follows:
s
a
=
Ve
k
v
·
[
MP1830 [%] + 100 [%] – MP1830 [%]
]
100 [%] MP1820 · 100 [%]
MP1820
Multiplication factor for the kv factor
Input range: 0.001 to 9.000
MP1820.0
Axis X
MP1820.1
Axis Y
MP1820.2
Axis Z
MP1830
Characteristic kink
Input range: 0.000 to 100.000 [%]
MP1830.0
Axis X
MP1830.1
Axis Y
MP1830.2
Axis Z