2 f undamentals of p a th f unctions – HEIDENHAIN iTNC 530 (606 42x-02) User Manual
Page 218
218
Programming: Programming Contours
6.2 F
undamentals of P
a
th F
unctions
Creating the program blocks with the path function keys
The gray path function keys initiate the plain language dialog. The TNC
asks you successively for all the necessary information and inserts the
program block into the part program.
Example—programming a straight line:
Initiate the programming dialog, e.g. for a straight line
Enter the coordinates of the straight-line end point,
e.g. –20 in X
Enter the coordinates of the straight-line end point,
e.g. 30 in Y, and confirm with the ENT key.
Select the radius compensation (here, press the R0
soft key—the tool moves without compensation).
Enter the feed rate (here, 100 mm/min), and confirm
your entry with ENT. For programming in inches,
enter 100 for a feed rate of 10 ipm
Move at rapid traverse: press the FMAX soft key, or
To traverse with the feed rate defined in the TOOL
CALL
block, press the F AUTO soft key.
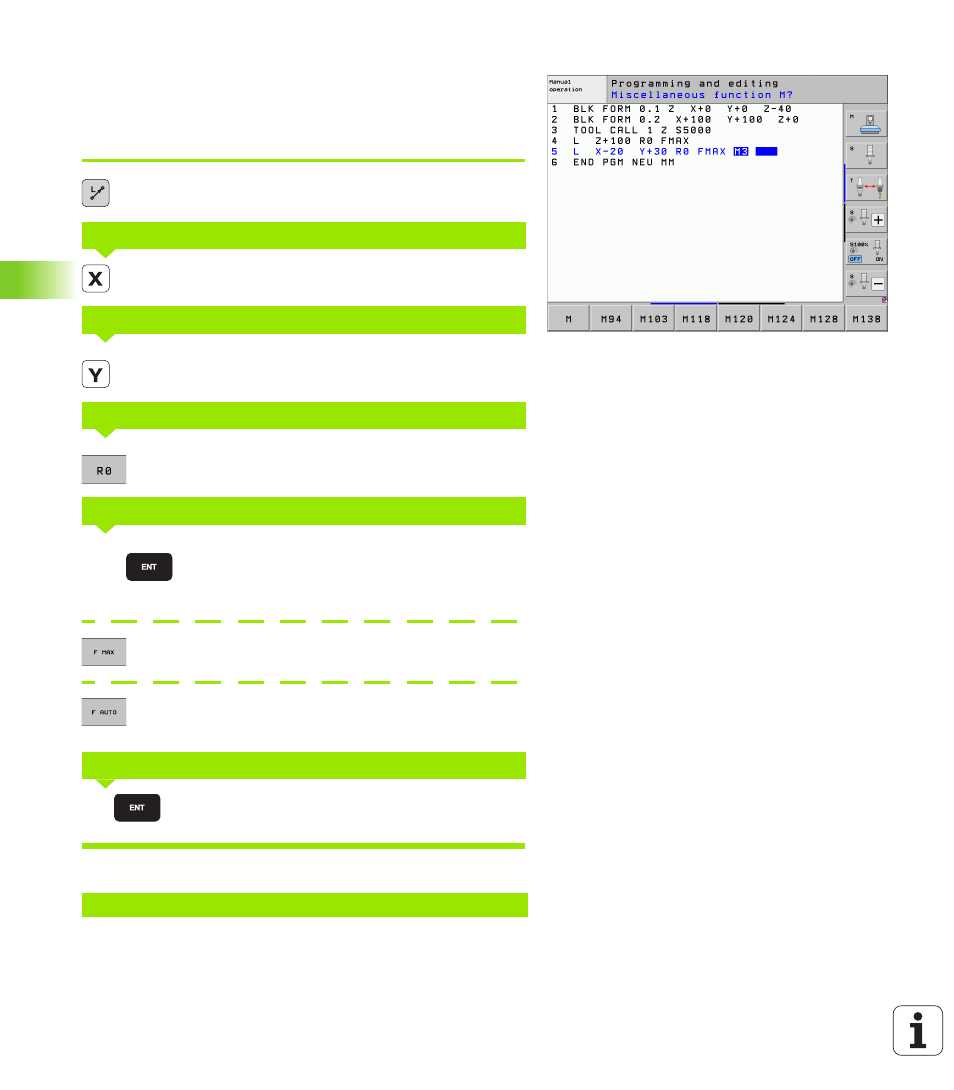
Enter a miscellaneous function (here, M3), and
terminate the dialog with ENT
The part program now contains the following line:
COORDINATES?
COORDINATES?
RADIUS COMP.: RL/RR/NO COMP.?
FEED RATE F=? / F MAX = ENT
MISCELLANEOUS FUNCTION M?
L X-20 Y+30 R0 FMAX M3
100
3