Important positions for approach and departure, 3 cont our appr oac h and depar tur e – HEIDENHAIN iTNC 530 (606 42x-02) User Manual
Page 220
220
Programming: Programming Contours
6.3 Cont
our Appr
oac
h
and Depar
tur
e
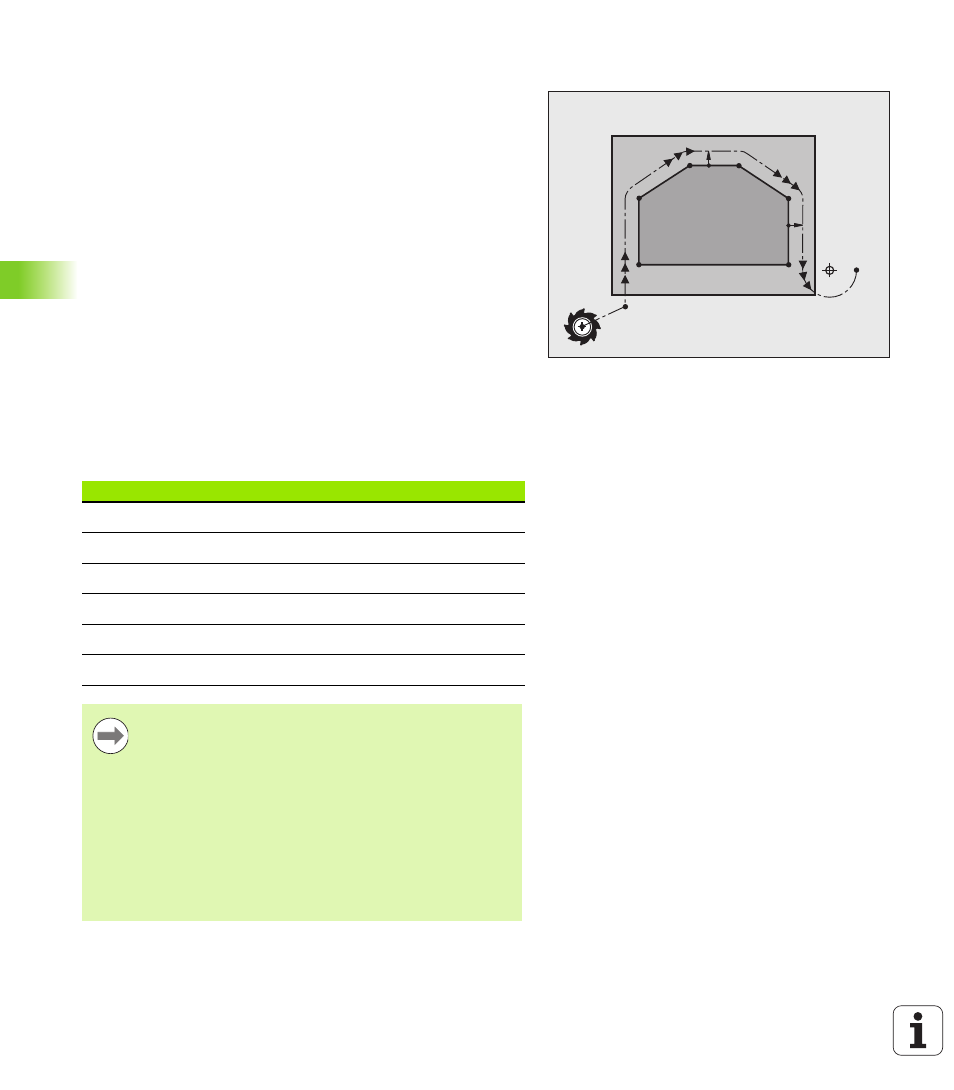
Important positions for approach and departure
Starting point P
S
You program this position in the block before the APPR block. P
S
lies
outside the contour and is approached without radius compensation
(R0).
Auxiliary point P
H
Some of the paths for approach and departure go through an
auxiliary point P
H
that the TNC calculates from your input in the
APPR or DEP block. The TNC moves from the current position to the
auxiliary point P
H
at the feed rate last programmed. If you have
programmed FMAX (positioning at rapid traverse) in the last
positioning block before the approach function, the TNC also
approaches the auxiliary point P
H
at rapid traverse.
First contour point P
A
and last contour point P
E
You program the first contour point P
A
in the APPR block. The last
contour point P
E
can be programmed with any path function. If the
APPR block also contains a Z axis coordinate, the TNC will first move
the tool to P
H
in the working plane, and then move it to the entered
depth in the tool axis.
End point P
N
The position P
N
lies outside of the contour and results from your
input in the DEP block. If the DEP block also contains a Z axis
coordinate, the TNC will first move the tool to P
H
in the working
plane, and then move it to the entered height in the tool axis.
P
H
RL
P
S
R0
P
A
RL
P
E
RL
RL
RL
P
N
R0
Abbreviation
Meaning
APPR
Approach
DEP
Departure
L
Line
C
Circle
T
Tangential (smooth connection)
N
Normal (perpendicular)
When moving from the present position to the auxiliary
point P
H
the TNC does not check whether the
programmed contour will be damaged. Use the test
graphics to check.
With the APPR LT, APPR LN and APPR CT functions, the
TNC moves the tool from the present position to the
auxiliary point P
H
at the feed rate that was last
programmed. With the APPR LCT function, the TNC
moves to the auxiliary point P
H
at the feed rate
programmed with the APPR block. If no feed rate is
programmed before the approach block, the TNC
generates an error message.