HEIDENHAIN iTNC 530 (340 49x-01) ISO programming User Manual
Page 136
136
4 Fundamentals of NC, File Management, Programming Aids, Pallet Management
4.13 P
a
llet Oper
ation with T
ool-Or
ient
e
d Mac
h
ining
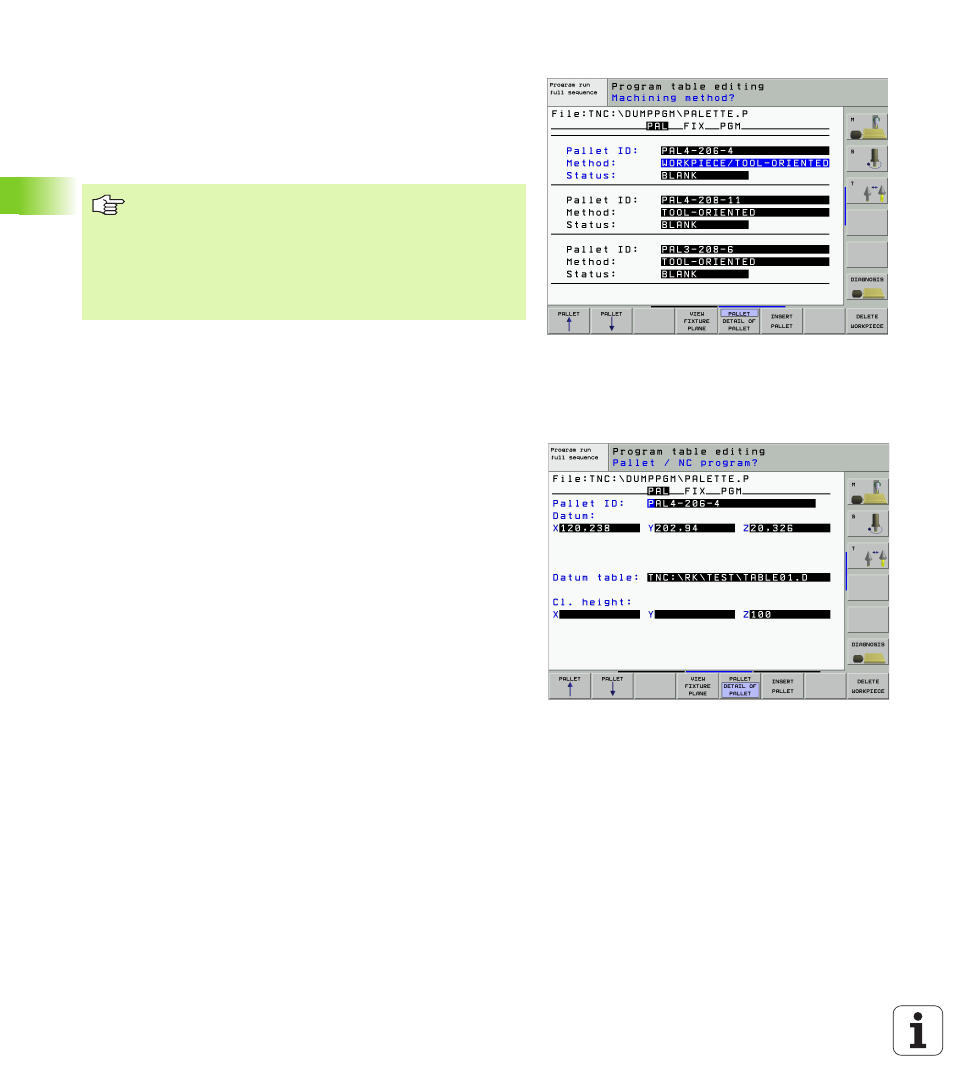
Setting up the pallet plane
Pallet Id:
The pallet name is displayed
Method
: You can choose between the WORKPIECE ORIENTED and
TOOL ORIENTED machining methods. The selected method is
assumed for the workpiece level and overwrites any existing
entries. In tabular view, WORKPIECE ORIENTED appears as WPO,
and TOOL ORIENTED appears as TO.
Status:
The soft key BLANK identifies the pallet and the
corresponding fixtures and workpieces as not yet having been
machined, and enters BLANK in the Status field. Use the soft key
EMPTY POSITION
if you want to skip the pallet during machining.
EMPTY
appears in the Status field.
Setting up details in the pallet level
Pallet ID:
Enter the pallet name.
Datum:
Enter the pallet datum.
Datum table:
Enter the name and path of the datum table of the
workpiece. The data is transferred to the fixture and workpiece
levels.
Safe height:
(optional): Safe position for the individual axes
referenced to the pallet. The positions entered are only approached
if these values were read and correspondingly programmed in the
NC macros.
The TO-/WP-ORIENTED entry cannot be made via soft
key. It only appears when different machining methods
were chosen for the workpieces in the workpiece or
machining level.
If the machining method was determined in the fixture
level, the entries are transferred to the workpiece level,
where they overwrite any existing entries.