Tolerance (cycle g62), 1 0 special cy cles – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming User Manual
Page 413
HEIDENHAIN iTNC 530
413
8.1
0
Special Cy
cles
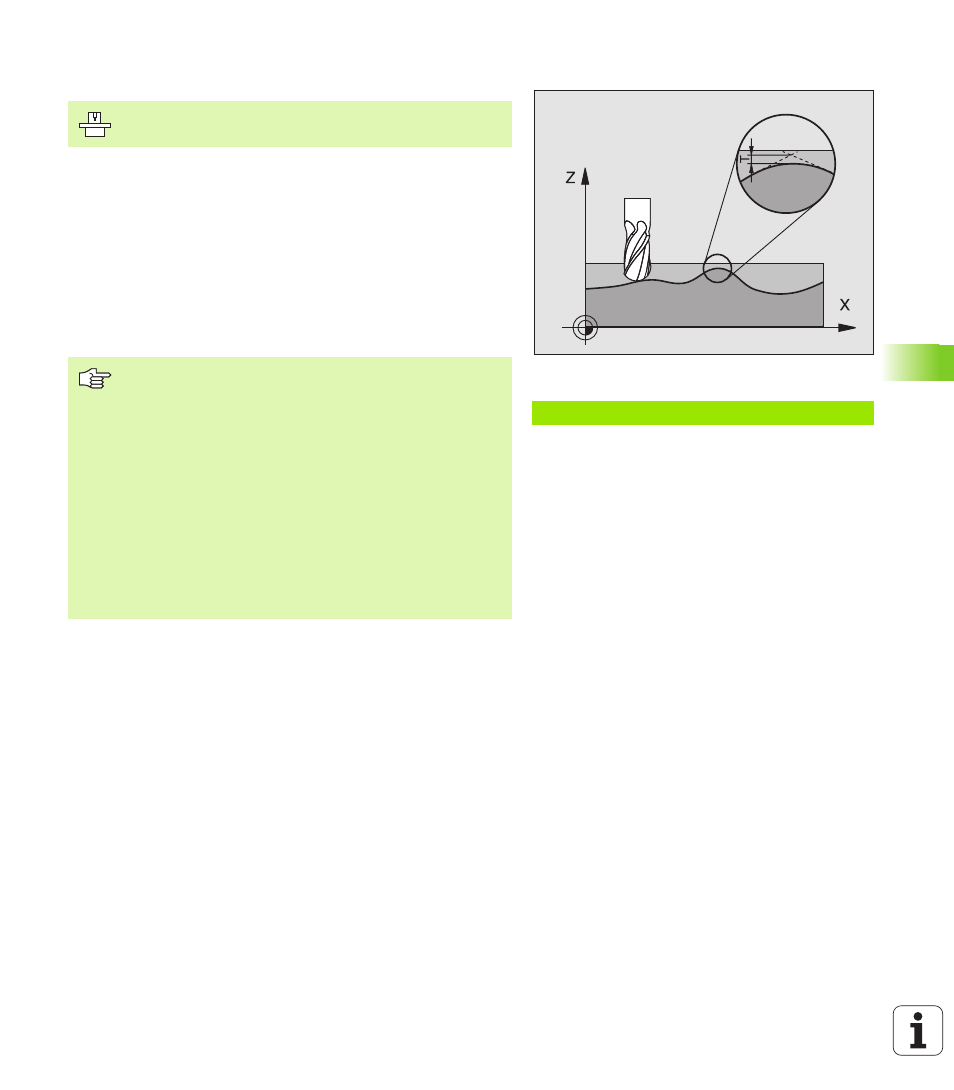
TOLERANCE (Cycle G62)
The TNC automatically smoothes the contour between two path
elements (whether compensated or not). The tool has constant
contact with the workpiece surface. If necessary, the TNC
automatically reduces the programmed feed rate so that the program
can be machined at the fastest possible speed without short pauses
for computing time. As a result the surface quality is improved and the
machine is protected.
A contour deviation results from the smoothing. The size of this
deviation (tolerance value) is set in a machine parameter by the
machine manufacturer. With Cycle G62, you can change the pre-set
tolerance value and select different filter settings.
Example: NC block
N78 G62 T0.05 P01 0 P02 5*
Machine and control must be specially prepared by the
machine tool builder for use of this cycle.
Before programming, note the following:
Cycle G62 is DEF active which means that it becomes
effective as soon as it is defined in the part program.
You can reset Cycle G62 by defining Cycle G62 again and
confirming the dialog question after the Tolerance value
with NO ENT. Resetting reactivates the pre-set tolerance.
In a program with millimeters defined as the unit of
measure, the TNC interprets the entered tolerance value T
in millimeters. In an inch program it interprets them as
inches.
If you transfer a program with Cycle 32 that contains only
the cycle parameter Tolerance value T, the TNC inserts
the two remaining parameters with the value 0 if required.